 There are many, MANY different designs of waterborne drying systems out in the market today. Each one claims many things: fastest drying times, easiest installation, no maintenance, energy-savings, etc. While it’s almost impossible to say with absolute certainty which system is ultimately the best, the better systems will be engineered with a purpose. The features that are built in to the best waterborne drying systems exist for very specific reasons, and those reasons are typically not very obvious to the end user, since they often include technology or reasoning that is not visible on the exterior of the product itself.
There are many, MANY different designs of waterborne drying systems out in the market today. Each one claims many things: fastest drying times, easiest installation, no maintenance, energy-savings, etc. While it’s almost impossible to say with absolute certainty which system is ultimately the best, the better systems will be engineered with a purpose. The features that are built in to the best waterborne drying systems exist for very specific reasons, and those reasons are typically not very obvious to the end user, since they often include technology or reasoning that is not visible on the exterior of the product itself.
We explained in a previous Booth Blog post the reason why an accelerated airflow system is necessary. This week, we’ve put together a short list of some of the prominent FAQ’s that apply specifically to the GFS AdvanceCure system, and we hope that they help to explain why our system is designed in the manner that it is:
Simple: The air inside the cabin has already been filtered twice, and is much cleaner than outside air. In a GFS downdraft paint booth, the air is first drawn through a pre-filter located inside the heat unit, then is pushed in to the plenum where it is filtered a second time by the cabin ceiling filters. The last thing you want is dirty air spoiling the work you have just completed.
Many other solutions rely on fan blades to push the air from the booth ceiling or corners and are prone to dirt build up if not thoroughly cleaned regularly. Still others draw air directly from outside the cabin, from inside the ceiling plenum, or even from your compressed air system. This adds another layer to the complexity of ensuring that the air being used by the system is clean and free of moisture and contaminants.
Modern downdraft paint booths provide more than enough heat through the usage of direct-fired burners so that additional heat is simply not necessary or beneficial at this stage of the game, we simply choose to make better use of the heat that already exists inside the cabin.
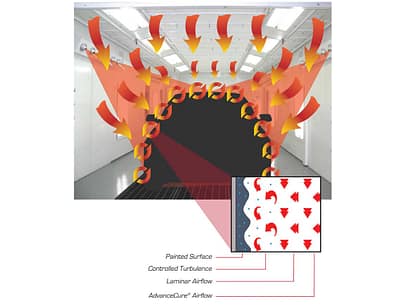 The AdvanceCure system takes the existing heated air and essentially turns the booth into a giant convection oven. Using this convection principle the heated air is forced over and around the entire vehicle. The result is the entire vehicle reaches bake temperature more evenly and in much less time.
The AdvanceCure system takes the existing heated air and essentially turns the booth into a giant convection oven. Using this convection principle the heated air is forced over and around the entire vehicle. The result is the entire vehicle reaches bake temperature more evenly and in much less time.
In a traditional booth without AdvanceCure, the laminar air flow pushes the air down from above, heating the top of the car first and the bottom and recessed areas at a slower rate. AdvanceCure effectively solves this variance.
AdvanceCure waterborne drying system modules sit on the sides or in the corners of the booth, out of the way of the critical working area. Other systems may reduce your working ceiling height. Beware of systems that are retrofitted into the roof and ceiling as they can essentially destroy the effectiveness of the explosion relief system. This could potentially prevent the explosion relief system from working properly in an emergency situation, leaving your employees and yourself in harms way and opens the door to financial liability.
And the handheld air blower systems that run off of compressed air are usually mounted on mobile carts, which can be awkward and clumsy to move around inside a paint booth. In the midst of painting a car, it would be a hassle to be constantly having to readjust the position of that cart, or to be tripping over the extra hoses that are connected to the blowers.
GFS integrates the AdvanceCure waterborne drying system controls with your booth controls to seamlessly optimize your work cycles. When integrated in to the control panel on your booth they can be programmed to automatically come on during the bake cycle. With no need for the painters to learn complicated controls or worry about remembering to turn the system on, they can concentrate on what they do best – paint.
In addition, the AdvanceCure waterborne drying system can be used one module at a time depending on what area of the vehicle you are painting. Are you just painting a bumper or quarter panel? Then simply use one or two of the modules instead of all four to save even more energy. The AdvanceCure drying system modules are easy to manually switch on and off as needed.
An AdvanceCure waterborne drying system design installation typically can be done in one day, in most situations. Other systems can take up to 3-4 days to complete and get your booth back into production. In the process, the significant alterations required by some other systems, such as adding ductwork into the plenum, may interfere with the effectiveness of your booth’s engineered airflow.
 Many systems have filters to change, but not all systems are designed to make this an easy process. Ideally, the filters should be located in an area that is easily accessible or they won’t get changed. In some other systems the filters are located on the roof of the booth, or even inside the ceiling plenum. But this inevitably produces the “Out of sight, Out of mind” problem, and all too often the filters are simply forgotten about. The filters in the AdvanceCure waterborne drying system are installed typically at eye level inside the cabin – easy to see, and easy to change. The nozzles on the AdvanceCure modules are made of high grade aluminum allowing for easy wipe-down and cleaning with solvents.
Many systems have filters to change, but not all systems are designed to make this an easy process. Ideally, the filters should be located in an area that is easily accessible or they won’t get changed. In some other systems the filters are located on the roof of the booth, or even inside the ceiling plenum. But this inevitably produces the “Out of sight, Out of mind” problem, and all too often the filters are simply forgotten about. The filters in the AdvanceCure waterborne drying system are installed typically at eye level inside the cabin – easy to see, and easy to change. The nozzles on the AdvanceCure modules are made of high grade aluminum allowing for easy wipe-down and cleaning with solvents.
Well, even without actually seeing your booth, the answer is still pretty much a guaranteed ‘yes’. We’ve developed several different models of AdvanceCure modules that allow us to easily customize the system based on the unique needs of your existing paint booth. We’ve yet to find an existing paint booth that we weren’t able to install an AdvanceCure waterborne drying system in to, so rest assured that no matter what brand or model of paint booth you’ve got, we can easily retrofit an accelerated airflow system to help with your production and performance with waterborne paints.
While we indeed realize that it’s entirely up to the individual shop to determine which airflow system is ultimately the best choice for their needs, we hope that these answers help explain the reasoning behind the engineering and design decisions that go in to developing these systems. We’re always looking at ways to improve our products, and as we hope you see from this article, we always try to approach it with a practical ‘real-world’ point of view.



